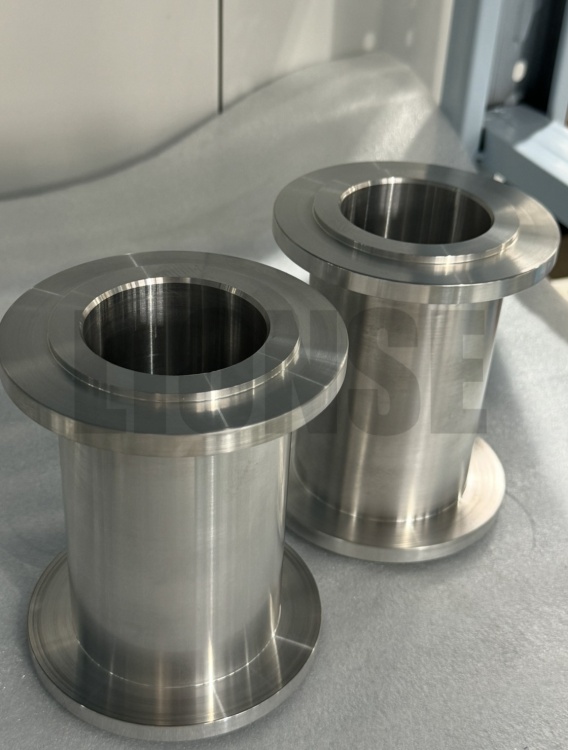

Để đảm bảo rằng các bộ phận ren bằng thép không gỉ duy trì độ chính xác cao trong toàn bộ quá trình xử lý, chúng tôi có thể thực hiện những việc sau theo từng giai đoạn:
1. Chuẩn bị trước khi chế biến
Nên lựa chọn mẫu thép không gỉ phù hợp dựa trên tình hình sử dụng thực tế. Hơn nữa, cần phải kiểm tra cẩn thận bề mặt vật liệu xem có khuyết tật nào không, độ chính xác của kích thước, độ cứng để đảm bảo mỗi lô vật liệu đều giống nhau.
Chọn các công cụ phù hợp với đặc tính và thông số kỹ thuật ren của thép không gỉ, chẳng hạn như vòi thép tốc độ cao hoặc vòi cacbua. Trước khi sử dụng, hãy mài sắc dụng cụ, kiểm tra xem Góc cắt có chính xác không và có vết khía nào trên cạnh lưỡi cắt hay không để đảm bảo dụng cụ hoạt động tốt.
Đảm bảo gỡ lỗi kỹ lưỡng cho máy công cụ để đảm bảo máy chạy trơn tru và bổ sung đủ dầu bôi trơn. Cũng cần phải hiệu chỉnh vị trí của máy công cụ bằng các dụng cụ có độ chính xác cao để đảm bảo máy di chuyển chính xác.
2. Theo dõi chặt chẽ trong quá trình xử lý
(1)Tốc độ cắt: Không quá nhanh cũng không quá chậm - nếu quá nhanh, dụng cụ sẽ nhanh chóng bị mòn; nếu chậm quá thì lực cắt sẽ quá lớn. Một điểm cân bằng cần được tìm thấy.
(2) Tốc độ tiến dao: Chỉ khi được điều chỉnh phù hợp thì hình dạng của ren mới chính xác và bề mặt nhẵn. Cho ăn quá mạnh có thể dễ dàng khiến các bộ phận bị biến dạng, còn cho ăn quá nhẹ sẽ gây ra hiện tượng giật.
(3)Độ sâu cắt: Với tiền đề là đảm bảo hiệu quả và tuổi thọ của dụng cụ, hãy cố gắng cắt càng nông càng tốt để các bộ phận ít có khả năng bị tập trung ứng suất.
(4)Làm mát và bôi trơn
Xịt chất làm mát dưới áp suất cao hoặc ở dạng sương, đồng thời kết hợp với chất bôi trơn thích hợp để đảm bảo vùng cắt được bao phủ. Điều này có thể làm giảm nhiệt độ và giảm mài mòn.
(1) Tiện: Thích hợp cho các bộ phận có quy mô lô lớn và yêu cầu cao, sử dụng lập trình điều khiển số để đạt được độ chính xác cao.
(2) Khai thác: Khi tạo ren bên trong, trước tiên phải khoan một lỗ đáy thích hợp, sau đó chọn phương pháp khai thác thích hợp.
(3) Cán: Phương pháp này có hiệu quả cao nhưng vật liệu phải chính xác và các bánh xe lăn ren phải thẳng hàng.
(4)Biến dạng chống rung
Khi kẹp các bộ phận, hãy thực hiện đều đặn. Ví dụ, đối với một trục mảnh, một đầu phải được kẹp chắc chắn trong khi đầu kia phải được đỡ bằng ụ sau.
Sử dụng một công cụ có độ cứng tốt. Đừng để dụng cụ nhô ra quá lâu và lắc lư.
Trình tự xử lý phải tỉ mỉ. Bắt đầu với những khu vực có yêu cầu độ chính xác thấp hơn và sau đó chuyển sang những khu vực có yêu cầu cao hơn. Điều này có thể làm giảm ứng suất dư bên trong các bộ phận.
3. Kiểm tra chất lượng sau khi xử lý xong
(1)Độ chính xác kiểm tra
Các thông số ren của các bộ phận chính (chẳng hạn như bước ren, biên dạng ren và đường kính bước ren) phải được đo bằng micromet, thước đo phích cắm/đồng hồ đo vòng hoặc máy đo ba tọa độ (CMM) để đảm bảo tất cả chúng đều đáp ứng các tiêu chuẩn.
(2)Xử lý bề mặt:
Loại bỏ các gờ trên các bộ phận và vát các cạnh. Bằng cách này, bề mặt sẽ trông đẹp và dễ lắp đặt hơn. Việc xử lý chống gỉ cũng nên được thực hiện theo yêu cầu, chẳng hạn như bôi dầu chống gỉ hoặc mạ điện.
Miễn là tuân thủ quy trình này - từ lựa chọn vật liệu, điều chỉnh dụng cụ, đến kiểm soát thông số trong quá trình xử lý và kiểm tra chất lượng sau khi xử lý - nhà sản xuất luôn có thể sản xuất các bộ phận có ren bằng thép không gỉ với độ chính xác cao, đồng thời giảm thiểu sự xuất hiện của sản phẩm bị lỗi và phải làm lại.